|
Arbeitsgänge:
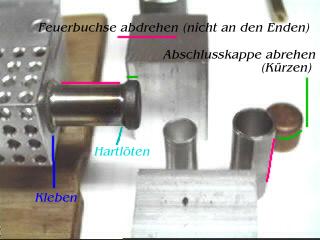
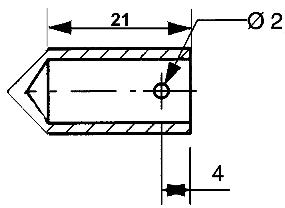
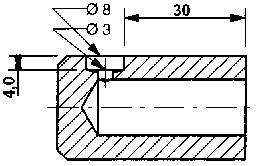
(evtl. Kappe kürzen, Rohrdicke in der Mitte reduzieren)
Silberlot zu einem Ring biegen
dabei um das Rohr legen, abschneiden
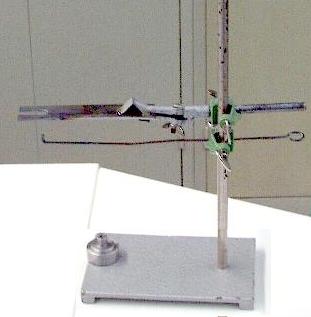
Löthilfe aufbauen (Bildbeispiel) und dann
Kappe aufstecken, Lot aufstreichen, Ring auflegen,
evtl. Lot nochmals versteichen
Mit dem Lötbrenner erhitzen
bis Rotglut und Lot gleichmäßig verschmolzen.
Von unten und seitlich.
Abnehmen, abkühlen lassen, dann evtl. mit Wasser beschleinigen
Säubern
mit Feile oder Schleifpapier ua.
Sollte schließlich so aussehen, wie auf dem Foto -oder besser!
|